
Аппарат для точечной сварки накопителей энергии
Аппарат для точечной сварки с использованием накопителей энергии — это устройство, которое использует конденсаторы для накопления энергии, отводящие тепло и обеспечивающие точечную сварку металлических деталей. Он широко применяется в таких областях, как производство аккумуляторов, электронных компонентов и автомобильных деталей.
| Размер сравнения | Точечная сварка для систем хранения энергии | Традиционный сварочный аппарат переменного/постоянного тока для точечной сварки |
| Источник энергии | Разрядка накопительного конденсатора (импульсного типа): накапливает энергию из сети в конденсаторах посредством медленной зарядки и мгновенно высвобождает импульсную энергию во время сварки. | Прямое подключение к электросети (непрерывного типа): обеспечивает непрерывное потребление электроэнергии из сети во время сварки, полагаясь на стабильное напряжение сети. |
| Время сварки | Сварка за миллисекунды (1–100 мс): завершается за сверхкороткое время с чрезвычайно низким тепловыделением. | От сотен миллисекунд до секунд: Относительно медленный процесс сварки с заметным накоплением тепла. |
| Зона теплового воздействия (ЗТВ) | Малый размер: Концентрированная энергия и короткое время воздействия обеспечивают узкие сварные швы и минимальную термическую деформацию, что подходит для прецизионных компонентов. | Более того: непрерывный нагрев может вызывать локальное повышение температуры в заготовках, что потенциально может привести к деформации или отжигу. |
| Влияние на энергосеть | Низкий уровень: стабильный ток во время зарядки (например, при фазовой зарядке), а кратковременные импульсные токи во время сварки вызывают минимальные колебания в сети. | Высокая опасность: мгновенный высокий ток (до десятков тысяч ампер) во время сварки может вызвать резкое падение напряжения в сети, что потребует использования отдельной системы распределения электроэнергии. |
| Сценарии применения | Тонкостенные детали (например, металлическая фольга толщиной 0,1–2 мм, выводы электронных компонентов), требования к высокой точности (например, сварка контактных площадок литиевых батарей), автоматизированные производственные линии (совместимые с высокоскоростными сварочными роботами). | Сварка толстых листов (например, стальных листов толщиной более 3 мм), сценарии не непрерывного производства (например, техническое обслуживание, мелкосерийная обработка) и ситуации с низкими требованиями к скорости сварки. |

Полный ассортимент сварочных аппаратов Heltec для точечной сварки
Аккумуляторный аппарат точечной сварки серии 01

HT-SW01A

HT-SW01A+

HT-SW01B

HT-SW01D

HT-SW01H
Аккумуляторный аппарат точечной сварки серии 02/03

HT-SW02A

HT-SW02H

HT-SW03A

HT-SW33A

HT-SW33A++
Аппарат лазерной сварки

Консольный лазерный сварочный аппарат

Ручной лазерный сварочный аппарат

Ручной лазерный сварочный аппарат
Принадлежности для точечной сварки - Сварочная головка для точечной сварки

Пневматическая плоская сварочная головка

Пневматическая сварочная головка для стыковой сварки
Технические преимущества
Энергосберегающий и эффективный:Низкое мгновенное потребление электроэнергии из сети, высокий коэффициент мощности, минимальное воздействие на электросеть и энергосбережение.
Высокое качество сварки:Точки сварки прочные, без изменения цвета, что позволяет избежать процесса полировки и обеспечивает высокую эффективность; выходное напряжение стабильное и обладает хорошей стабильностью, что гарантирует стабильное качество свариваемого изделия.
Длительный срок службы электрода:По сравнению с традиционными аппаратами для точечной сварки, срок службы электрода может быть увеличен более чем в два раза, что снижает эксплуатационные расходы.
Высокая адаптивность:Широко применяется для сварки материалов, подходит для цветных металлов и сплавов, таких как медь, алюминий, нержавеющая сталь, никель и др.; обладает хорошей адаптивностью к заготовкам различной толщины и формы.
Таблица выбора модели
| Артикул | HT-SW01A | HT-SW01A+ | HT-SW01B | HT-SW01D | HT-SW01H | HT-SW02A | HT-SW02H | HT-SW03A | HT-SW33A | HT-SW33A+ |
| Принцип | накопители энергии постоянного тока | накопители энергии постоянного тока | накопители энергии постоянного тока | накопители энергии постоянного тока | накопители энергии постоянного тока | накопители энергии постоянного тока | накопители энергии постоянного тока | трансформатор переменного тока | накопители энергии постоянного тока | накопители энергии постоянного тока |
| Выходная мощность | 10,6 кВт | 11,6 кВт | 11,6 кВт | 14,5 кВт | 21 кВт | 36 кВт | 42 кВт | 6 кВт | 27 кВт | 42 кВт |
| Выходной ток | 2000А (макс.) | 2000А (макс.) | 2000А (макс.) | 2500 А (макс.) | 3500 А (макс.) | 6000 А (макс.) | 7000 А (макс.) | 1200 А (макс.) | 4500 А (макс.) | 7000 А (макс.) |
| Стандартные сварочные инструменты | Разъемный сварочный карандаш 1,70A (16 мм²); | 1.70B (16 мм²) встроенный сварочный карандаш; | 1.70B (16 мм²) встроенный сварочный карандаш; | 1.73B (16 мм²) встроенный сварочный карандаш; | 1,75 (25 мм²) разъемный сварочный карандаш; | Сварочный электрод 75А (35 мм²) с разъемным креплением | 1. Разъемный сварочный карандаш 75А (50 мм²) | 1.73Б(16 мм²)встроенный сварочный карандаш; | Пневматический аппарат для точечной сварки A30. | Пневматический аппарат для точечной сварки A30. |
| Сварка чистым никелем | 0,1~0,15 мм | 0,1~0,15 мм | 0,1~0,2 мм | 0,1~0,3 мм | 0,1~0,4 мм | 0,1~0,5 мм | 0,1~0,5 мм | 0,1~0,2 мм | 0,15~0,35 мм | 0,15~0,35 мм |
| никелирование и сварка | 0,1~0,2 мм | 0,1~0,25 мм | 0,1~0,3 мм | 0,15~0,4 мм | 0,15~0,5 мм | 0,1~0,6 мм | 0,1~0,6 мм | 0,1~0,3 мм | 0,15~0,45 мм | 0,15~0,45 мм |
| Сварка чистым никелем | / | / | / | / | / | 0,1~0,2 мм | 0,1~0,3 мм | / | 0,1~0,2 мм | 0,1~0,2 мм |
| Сварка композитного листа из никеля и алюминия | / | / | / | / | 0,1~0,15 мм | 0,1~0,2 мм | 0,15-0,4 мм | / | 0,1~0,3 мм | 0,1~0,3 мм |
| Сварка меди LFP Медный электрод (с флюсом) | / | / | / | / | / | 0,1~0,3 мм | 0,15~0,4 мм | / | 0,1~0,3 мм | 0,1~0,3 мм |
| Источник питания | переменный ток 110~220 В | переменный ток 110~220 В | переменный ток 110~220 В | переменный ток 110~220 В | переменный ток 110~220 В | Переменное напряжение 110 или 220 В | Переменное напряжение 110 или 220 В | Переменное напряжение 110 или 220 В | Переменное напряжение 110 или 220 В | Переменное напряжение 110 или 220 В |
| Выходное напряжение | 5,3 В постоянного тока (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) | DC 6,0 В (макс.) |
| Ток зарядки накопителя энергии | 2,8 А (макс.) | 2,8 А (макс.) | 4,5 А (макс.) | 4,5 А (макс.) | 6А (макс.) | 15А (макс.) | 15А (макс.) | Зарядка не требуется | 15А -20А | 15А -20А |
| Время первой зарядки | 30–40 мин | 30–40 мин | 30–40 мин | 30–40 мин | Примерно 18 мин. | Примерно 18 мин. | Примерно 18 мин. | Не требует зарядки, просто подключите к сети и используйте. | Примерно 18 мин. | Примерно 18 мин. |
| Режим запуска | АТ: Автоматический индукционный триггер | АТ: Автоматический индукционный триггер | АТ: Автоматический индукционный триггер | АТ: Автоматический индукционный триггер | АТ: Автоматический индукционный триггер | АТ: Автоматический индукционный триггер | АТ: Автоматический индукционный триггер | MT: Педаль-триггер | MT: Педаль-триггер | MT: Педаль-триггер |
| Функция измерения сопротивления в открытом состоянии/сопротивления никелевой пластины | × | × | × | × | × | × | √ | × | × | × |
| Функция проверки напряжения | × | √ | × | × | × | × | × | × | × | × |




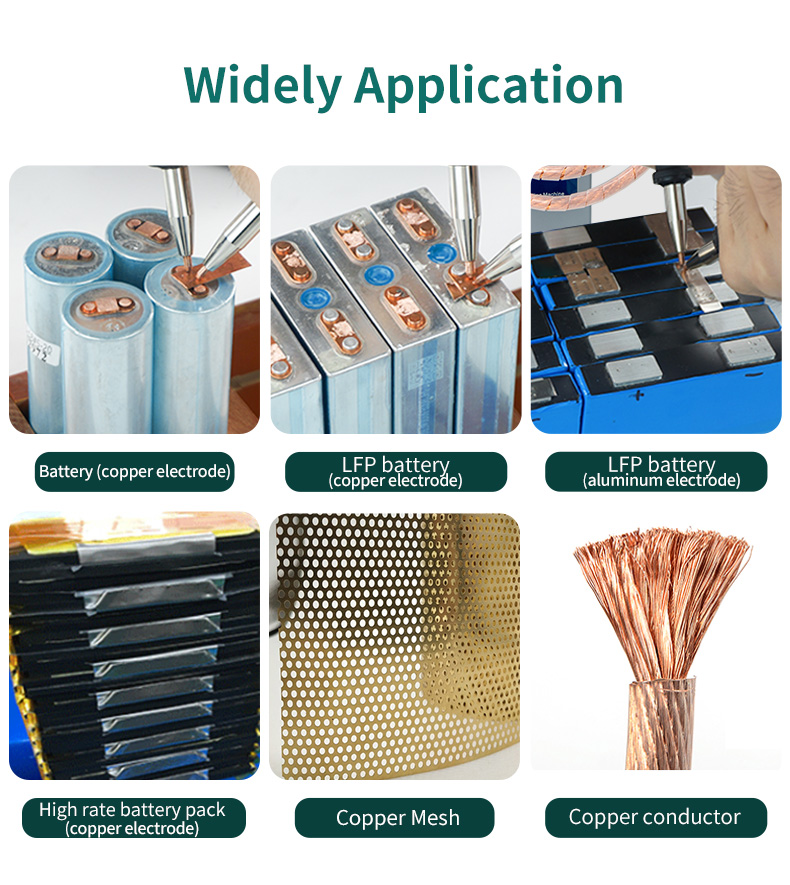
Область применения сварочного аппарата для точечной сварки аккумуляторов
- Точечная сварка литий-железо-фосфатных батарей, тройных литиевых батарей, никелевой стали.
- Сборка или ремонт аккумуляторных батарей и портативных источников питания.
- Производство малогабаритных аккумуляторных батарей для мобильных электронных устройств.
- Сварка литий-полимерных батарей, батарей мобильных телефонов и защитных плат.
- Специалисты по точечной сварке выполняют различные работы с металлом, таким как железо, нержавеющая сталь, латунь, никель, молибден и титан.
Связаться с нами
Если у вас есть намерение приобрести нашу продукцию или вам необходимо сотрудничество в этой области, пожалуйста, свяжитесь с нами в любое время. Наша профессиональная команда с удовольствием ответит на ваши вопросы и предложит высококачественные решения.
Jacqueline: jacqueline@heltec-energy.com / +86 185 8375 6538
Nancy: nancy@heltec-energy.com / +86 184 8223 7713